
آنالیز ریختگری میل لنگ
مراحل طراحی و شبیه سازی میل لنگ
شبیه سازی فرایند ریختهگری میل لنگ در دو مرحله به شرح زیر صورت میگیرد.
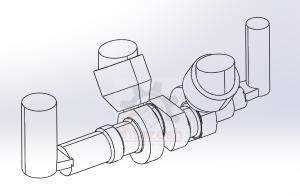
مرحله طراحی سیستم راهگاهی صورت گرفت.
دیتاهای مربوط به طراحی سیستم راهگاهی از جمله فایل STEP مربوط به هندسه قطعه و سیستم راهگاهی از نرمافزار SolidWorks کمک گرفته خواهد شد وجایگاه دقیق سیستم راهگاهی در اینجا مطرح نخواهد شد.
- شبیهسازی فرایند ریختهگری و انجماد
 شبیه سازی فرآیند ریختگری و ن انجماد توسط نرمافزار ProCAST انجام میگیرد..
شبیه سازی فرآیند ریختگری و ن انجماد توسط نرمافزار ProCAST انجام میگیرد..
نکته:در ریختهگری ماسه ای قطعات مختلف باید توجه شود که تا حد امکان انجماد به صورت جهت دار انجام شود و آخرین منطقه ای که انجماد صورت میگیرد در داخل تغذیه قرار داشته باشد. از این رو در ادامه تحلیل و بررسی قطعه شبیه سازی شده را خواهیم داشت که نکات ذکر تا حد امکان رعایت شده اند.
در این طراحی از دو تغذیه مسلح شده به اسلیو گلدانی و ابعاد استاندارد موجود در بازار استفاده شده چرا که تغذیه این حجم از مذاب با تغذیه بدونه اسلیو اگزوترم مقدور نیست .
- تحلیل نرم افزاری Procast
باتوجه به هندسه و وزن قطعه که در حالت ریختهگری در حدود 260 کیلوگرم است نیاز به بارریزی از دوطرف قطعه میباشد تا از عیوبی همچون سرد جوشی ونیامد جلوگیری شود.
در راستای دستیابی به نرخ انجماد مناسب و انجماد جهت دار دو پارامتر تغییرات دما و درصد فاز جامد در طول فرایند ریختهگری بررسی شده است.
- تغییرات دمایی در طول ریختهگری

- تغییرات فاز جامد در طی انجماد
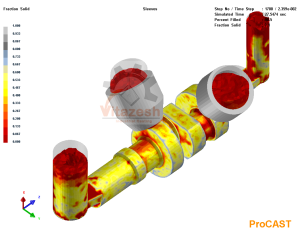
در ادامه تغییرات مقدار فاز جامد تشکیل شده حین انجماد در دو حالت بررسی شده است. شکل زیر نشان دهنده کلیت فرایند انجماد بوده و در ادامه شکل(صفحه بعد) فرایند انجماد با احتساب عدم نمایش نواحی با بیش از 70درصد فاز جامد را مشخص میکند. همانطور که قابل مشاهده میباشد، انجماد به صورت کاملا جهت دار صورت گرفته و هیچ گونه ناحیه جزیرهای در طی انجماد به وجود نیامده است از اینرو احتمال وجود حفرات و شیرینکیجهای انجمادی نخواهد بود.
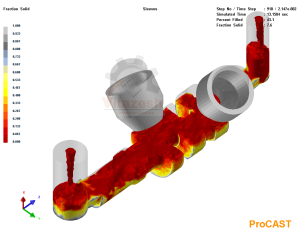
تحلیل تغییرات مقدار فاز جامد در طی انجماد.
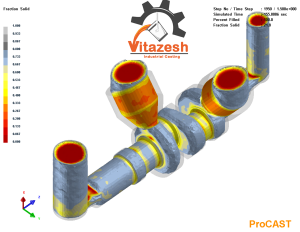
شکل تغییرات مقدار فاز با Cut off 70%.
- درصد شیرینکیجهای انجمادی
دیگر روش پیش بینی احتمال وجود خلل و فرج و شیریکیجهای انجمادی استفاده مستقیم از نتایج Total shrinkage porosity میباشد که در ادامه تصویر مربوط به نتایج این مورد آورده شده است.
همانطور که قابل مشاهده میباشد حفرات انقباضی تنها در تغذیه ها و راهگاه وجود خواهند داشت که در سلامت قطعه تاثیری نخواهد داشت.
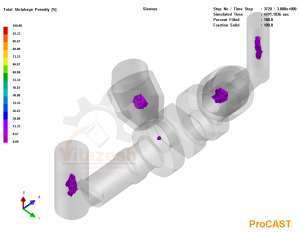
حفرات انقباضی بعد از اتمام انجماد قطعه
https://www.linkedin.com/in/vitazesh-casting/